


特別な一枚ができるまで
ハンカチ という商品は難しい。
「難しい」といっても、実は作る側にとっての話だ。
誰もが一枚は持っている「ハンカチ」。
一枚の布の、四辺を縫ったもの。
数ある布製品の中でも、とびきりシンプルな物の一つだ。そして、だからこそ一見して違いが伝わりにくい製品でもある。

売り場で目に飛び込んでくる、様々な「色」や「デザイン」。おそらく多くの人が、ハンカチ を選ぶ基準にしている所だろう。でも生地の種類や品質は、もう少し意識を向けなければ分かりにくい。吸水性が良いかどうかも実際に使ってみないとわからない。店頭にたくさんのハンカチが並んでいても、その中で品質の良し悪しまで見分けてもらうことは、簡単ではない。

長年作り続けている製品なのに、実はずっと悩み続けてきた。「どうすればハンカチ の魅力が伝えられるか?」生地の品質、柄のデザイン、ハンドプリントに縫製の技術。48cm角の四角い布には、日本各地の優れた職人達の仕事が詰まっている。今まで一流のバイヤーさん達がその品質を高く評価してくれる一方で、僕自身がその魅力をうまく言葉にすることができずにいた。
今回、改めて本品堂の「ハンケチ 」について、言葉を重ねてみようと思った。本品堂のハンカチを支える素材と技術、そしてそこに関わる人々の想いを追いながら、製品が作られる背景をご紹介してみようと思う。様々な想いがこもり過ぎて、結果的に少し長い記事になってしまったけれど、読んでもらえると嬉しい。
人に教えたくなるような「布」

店頭でハンカチを見て、使われている生地の名前がパッと出てくる人は、よほどファッションが好きか、布に関わる仕事・勉強をしている人だろう。
でも普段、布の種類なんて気にしない人でも、実際に使うときには感覚的に違いを感じているはず。肌に直接触れるハンカチでは、生地のすべる感触や、吸水性の良さが身体にとっての「心地よさ」に直結する。自分の持ち物の中でも「気がつくといつも使っている、お気に入り」があると思うけれど、これは自分の「無意識の感覚」が選んだ一枚。頭で考えるのではなく、五感が「心地よさ」を感じ取り、その人にとっての「良いモノ」を選んでいるのだと思う。

実際に肌に触れて使ってもらえば、魅力を(文字通り)感じてもらえる事でも、お店の棚に並んだ状態でその違いを伝えることは難しい。同じコットン100%の生地でも、織りの種類や糸の太さで、生地の表情はさまざまに変わってくる。でも色鮮やかな商品がひしめく店頭で、(見た目には)小さな違いに目を向けてもらう事は容易ではなく、いつも僕たちを悩ませる。

生地の織りというのは不思議な世界だ。もともと直線である一本の「糸」を縦横に織りなすことで、平面の「布」を作り出す仕事。サラッとした生地、なめらかな光沢のある生地、ザックリした風合いのある生地。糸の種類・太さ・密度、そして織り方によって、様々な表情の生地が生み出されてゆく。

本品堂のハンケチは、デザインごとに何種類もの生地を使い分けている。柄のデザインと素材の最良の組み合わせ、そして生地ごとに異なる風合いの魅力を、感じて欲しいという考えからだ。美しい光沢を持つ「60サテン」、独特のハリとシャリ感が特徴の「タイプライタークロス」、空気を包むような透け感が美しい「長極細ローン」。それぞれ違った個性と、魅力を持っている。

【60サテン】
美しい光沢感を持つ、綾織の生地。本品堂でも多くの柄に使われている。60番手という標準的な太さの糸で織られた生地で、適度な厚みとボリューム感のある生地。しっかりとした吸水性を持つと同時に、エレガントな光沢とのバランス感が良く、使い勝手に優れる。
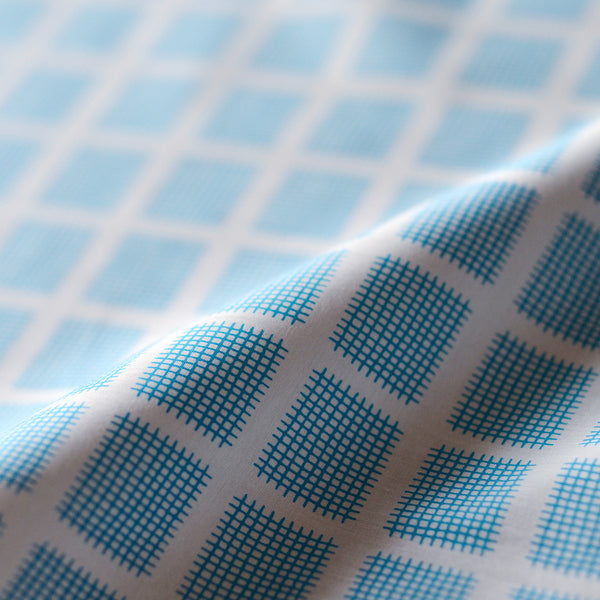
【80/100タイプライタークロス】
強めの捻(より)をかけた糸を、高密度の平織に仕上げた生地。独特のハリとシャリ感を持ち、高級なシャツ生地などに使われる。「格子行儀」に使われる「80/100タイプライタークロス」は、縦糸に80番手、横糸に100番手の細糸を使い、超高密度に織り上げた生地。「タイプライター」の名前は、もともと文字を打つタイプライター機械のインクリボンに使われた事に由来する。非常に丈夫な生地だが、極細番手で織られたこの生地は、サラリとした肌触りと同時に、上品な艶感も併せ持っている。

【ローン】
安価なハンカチ用生地としても利用される平織りの生地だが、これは極細の100番手糸を高密度に織り上げた、特別なローン生地。透け感が美しく、空気をはらんだような軽さが特徴だが、光に当たると上品なツヤ感を見せるのは、良質な生地の証拠。
もちろん、商売の効率を考えれば、全て同じ種類で統一して仕入れる方が良いのに決まっている。でも、あえて非効率な製品作りを続けているのは、もう一つ「機屋(織元)さんの優れた仕事を紹介したい」という想いがあるからだ。

残念なことに、日本国内の織元(生地を織る工場)は、年々減り続けている。職人さんの高齢化や、安価な海外製品に押され廃業を迫られる工場も多い。そんな苦しい状況の中でも「国産の良い生地を届けたい」と今日も織機に向き合う職人さん達がいる。丁寧に織られた生地は、丈夫で、美しい。そこには織元さんの、布への愛と情熱がいっぱいに詰まっている。たかが一枚の布だけれど、布の中には僕たちの心を打つような仕事がある。そんな素敵な仕事がこの日本にあることを誇らしく思うし、その価値をみんなにも知って欲しい。
そう、とどのつまり、僕は「みんなに、知らせたい」のだと思う。
「ねえ、見て見て!スゴイのがあったよ!!」
子供の頃、友達と遊んでいて珍しいモノを発見した時の気持ち。
自分が見つけた素敵なものを、みんなと分かち合いたい−という気持ち。

おそらく、その想いは僕がキモノの「型紙」と出会って衝撃を受けた時から変わっていない。「自分が感動し、心揺さぶられたものを、人と共有したい。」それが原点となって、僕は20年前に本品堂をはじめた。
一見すると、どれも同じような白い布。
でもそれぞれの生地には、職人の技術と熱意が、いっぱいに詰まっている。
無限の色を再現する

真っ白な生地=反物に柄をつけていく工程は、一般に「プリント」と呼ばれる。
用途や規模によって様々なプリント技法があるけれど、本品堂のハンケチを作っているのはシルクスクリーンの中でも「ハンドプリント」と呼ばれる技法。写真製版された版の上から「スキージ」と呼ばれるゴムベラで、職人がひと型ずつ染料を刷り込んでいくやり方だ。(ちなみに「シルクスクリーン」は直訳すると「絹の版」。技術としてはイギリスで発明されたものだが、その元になっているのは本品堂工房でも使っている、キモノ用の「型紙」。実は日本の伝統技法をヒントに発明された技法!)

この工程を担当してくれるのは、山形県鶴岡市にある「芳村捺染」の職人さんたち。(※1) 芳村捺染は、高級シルクスカーフのハンドプリントを中心に、高い技術で国内外ブランドの製品を手掛ける工場だ。随分前のことだけれど、仕事でお世話になっていた方から紹介いただいたのがご縁の始まりだ。丁度プリント加工をお願いできる工場を探していたところ、
「芳村さんだったら、ポンピンさんの仕事でも間違いないよ。」
モノづくりに対し要望の多い僕たちに半ばあきれながらも、ここなら大丈夫だろうーと紹介してくれたのだ。以来、気が付けば10年以上ずっとお世話になっていて、僕たち工房のモノづくりにとって欠かすことのできない協力工場の一つだ。

プリントに於いて大切な要素のひとつが「色」。
「デザインした図版を、意図した通りの色で再現する」言葉にすると当たり前のように思えるけれど、実はこれが簡単なことではない。同じ調合の染料を使っても、生地の織り・厚み・版の柄ゆきによって仕上がりの発色に大きな差が出てくる。つまり「狙った色=ゴール」にピタリと寄せるためには、素材や摺りの加減といった要素を考えながら、必要な色を逆算する必要がある。

本品堂のハンケチの色は「色帳=いろちょう」と呼ばれる、着物用の染色見本帳から再現しているものが多い。相方・工藤のお祖父ちゃんの代から使っている色帳には、シルク生地の色見本が貼り付けられており、色名も全て「海老茶」「納戸色」「松葉色」と日本の伝統色名が振られている。

「色見本を送るなら簡単そう」と思われるかもしれないが、実はこれも単純な話ではない。前述の通り、色帳に貼られているのは「シルク」の生地だが、ハンケチの素材は「綿=コットン」。素材が違えば使用する染料も異なるし、調合される助剤も全く違ってくる。何より、絹=シルクは光沢が強いため生地の発色に奥行きと彩度があり、それがシルク独特の美しい色合いの特徴ともなっている。

本品堂で使っているハンカチ の生地は、綿の中でも上質なため光沢感を持つものが多いが、それでもやっぱりシルクの輝きとは違う。コットンの特性を理解しながらも、シルクの色合いに近づけていく色合わせ。毎度、面倒な仕事をお願いしているなぁ…と思ってしまうが、職人さんは眉間にシワを寄せながらも黙々と色を調整してくれる。

工場には色の調合を数値化してくれるPC上のプログラムもあるのだけれど、ここで出てくる数値はあくまでだいたいの目安にしかならない。やはり生地やデザインにあわせた微妙な調整が必要で、最後はコンピューターより人間の出番となる。ベテランの調色担当さんの頭の中には過去の製作例の膨大なデータベースが詰まっていて、数種類の染料の組み合わせで、あらゆる色を再現してくれる。工房から送った生地見本とデザインを見ながら、染料の配合を微調整していく姿は独特の緊張感が漂っていて、僕たちは少し離れたところから、その作業を見守るばかりだ。

調色用のデータが決まると、別のスタッフの手によって「色糊=いろのり」が作られる。染料をプリントしやすいようゲル状の基材に混ぜたもので、正確な計測と、丁寧な攪拌が大切な工程だ。色糊が完成すると、数cm角の小さなスクリーン(版)で試し刷りを行う。これは「コマ摺り」などと呼ばれ、本番と同じ生地を使って、色糊の調合が狙い通りの色になっているかどうかを確認する。問題がなければ一発合格。微調整が必要な場合は「もう○○%グレーを増やして…」などと指示を伝え、再度色を調整してもらう。

「たかが色、されど色」 以前、どこかの画家が言っていた言葉だ。
どんな模様やデザインも、色と組み合わさることで初めて僕たちの眼に届き、心に響くものとなる。僅かな差が、人の心を大きく震わせる色の違いを生み出す。こうして、ようやくデザインを再現するための「色」が決定する。

※1 とても残念なことに、芳村捺染さんは2021年春で工場を閉じられてしまいました。現在は同様の技術を持つ別の協力工場さんに製作をお願いしています。以前工場に取材に伺った際の温度感をそのままにお伝えしたかったため、この文章は当時の状況を元に書いてあります。
真っ白な布地に、色の花を咲かせる

幅115cm、長さ約50m。
これはハンカチ に使われる、生地一反のサイズ。日常の暮らしの中では、なかなか目にする機会がない大きさかもしれない。

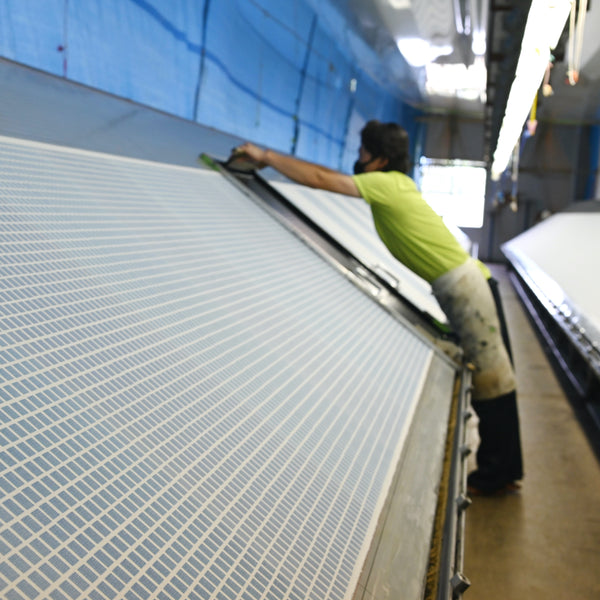
プリント工程の主役となる「摺り=すり」の作業は、真っ白な生地を「捺染台」と呼ばれる台に貼り付けることから始まる。一本の捺染台の長さは24m。幅広の生地でもプリントができるよう、台には傾斜がつけられている。捺染台の長さに合わせてカットした生地を、捺染台の目印にあわせながら真っ直ぐに貼ってゆくこの作業は「地張り」と呼ばれる。
シルクスクリーン・プリントは型染めを原型にした技術だけあって、工房でやっている型染めと共通する工程や道具があることに驚いた。この地張りも、伝統的な型染めとやっている事は基本的に同じだ。真っ直ぐにプリント(型)を付けるためには、生地が真っ直ぐでないと話にならないのは、着物もテキスタイルも変わらない。一見すると、とても地味だけれど大切な仕事だ。
地張りが終わると、いよいよ「摺り」の工程だ。
アルミ枠に固定された「スクリーン型」を生地の上に置き、スケージを使って上から下へと色糊をすり込んでゆく。型の大きさに合わせて捺染台のレールに金属の「ガイド」が取り付けられており、このガイドに合わせながらひと型摺り終わると、横へと移動していくのだが、ひと型ずつ間隔を開けながら摺っていくのが面白い。

これは隣り合う型を連続で付けると、重なり合った部分の染料が潰れてしまうため。実は捺染台にはヒーターが内蔵されており、プリントした染料は短時間で乾燥する仕組みになっている。一つとばしで一本端まで付け終わる頃には、最初に付けた部分はもう色糊が乾いている−という具合だ。そうして今度は、先ほど飛ばしてきた間の部分をプリントすれば、柄が切れ目なく繋がるというわけだ。なるほど、うまく出来ている。

スケージに適量の色糊をなじませ、上から下へ。繰り返される動きはムダがなく、その単調な動きは見ている者に安定と安心を感じさせる。職人さんのスケージが上から下へと動き、スクリーン型が持ち上げられるたびに、直前まで真っ白だった生地にハンカチ の柄が姿を見せる。
技法こそ違えど、僕たちも工房で反物(キモノ用の小幅生地)を染めているのに、さっきまでただの「布」だった反物が、眼の前で一本の「テキスタイル」へと変わってゆくさまを見るのは、新鮮で、そして心躍る体験だった。多くの職人さんの手によって、自分がデザインした文様が、大きな布いっぱいに擦り出されていく。どこかくすぐったいような、でも誇らしいような気持ちだ。

一本の反物(24m)のプリントを終えると、生地の両端に「張り手」と呼ばれる道具が付けられて、天井から吊るされる。捺染台にシワひとつなく貼り付けられていた生地は、どこか無理やり整列させられている様な、よそよそしさを感じたけれど、こうして両端を吊れて風に揺られた途端に、本来の「布」らしい表情を取り戻したように見える。

全てのプリントが終わると、生地は「蒸し」の工程に送られる。生地が重ならないよう専用の吊り台に巻かれ、そのまま工場内にある大きな蒸し器へと入れられる。蒸し器は人間が十数人は入ってしまうほど大きく、近くで見るとその無骨な存在感に圧倒される。生地を高温の蒸気で蒸すことで、染料が本来の色に発色・定着するのだ。
蒸しが終われば今度は「水元=みずもと」と呼ばれる水洗の工程へ。プリントの際についた余分な色糊を洗い流し、色を安定・定着させるための色止め処理を行う。脱水・乾燥された生地は最後に「テンター」と呼ばれる幅出しの機械にかけられる。水をくぐって収縮した生地にテンションを掛け、幅を整えながら巻き取ると、ようやく一連のプリント工程が完成する。

こうした前処理・後処理の工程の多くは、ふだん表に出ることのない、言ってみれば地味な裏方の仕事だ。でもそれぞれの工程を丁寧に重ねることでしか、「良いもの」は生まれない。目立たなくとも、一つひとつが大切な工程だ。
国内トップクラスの、縫製の技。

宮城県・石巻市。
本品堂のハンケチは、この町にある工場「木村屋商事」さんで縫製されている。国内外有名ファッションブランドのスカーフ・ハンカチの縫製を手掛ける、日本国内でもトップクラスの技術を持つ縫製工場だ。

いつも外部の協力工場に仕事をお願いする際には「これくらいの品質で仕上げて欲しい」という期待と基準があるが、木村屋さんの仕事は、いつも僕たちの期待を上回ってくる。工場全体に「良い製品を作ろう」というプロ意識が溢れており、そのこだわりと確かな仕事は、逆にこちらが「そこまでしてくれるのか!?」と驚かされる程だ。

ハンカチ の縁をかがる「縫製」。
プリントを終えた生地が裁断・縫製され、「布」から「ハンケチ=製品」へと姿を変える工程だ。作業としては、生地を裁断して、四隅を真っ直ぐ縫う。言葉にするととても単純だが、そのシンプルな工程の中には熟練の技と、高いプロ意識が詰まっている。

(千鳥足から連想される名前なのか、縫い目は「く」の字が連続するようにジグザグを描いている)
一般的なハンカチ の多くは「三つ巻き」と呼ばれる縫い方で仕上げられるが、本品堂のハンケチには「千鳥縫い」と呼ばれる方法が使われている。シルクのスカーフに用いられる高級なステッチで、ハンカチ では一部の高級品にのみ使われる縫い方だ。
三つ巻きが強いテンションを掛けながら生地を巻き込むようにして縫い進んでいくのに対し、千鳥縫いは無理な力を掛けず、ふわっと巻くように端を縫い込んでいく。生地に無理なストレスをかけないため、仕上がりが引き攣った感じにならず、上質な生地の質感を活かすステッチと言われている。

「巻き」の縫製を行う際、ミシンには「アタッチメント」と呼ばれる専用の金具を取り付けるのだけれど、実は市販の金具で縫製すると、直線の最後に真っ直ぐ縫えない部分が残ってしまう。そのため、工場ではアタッチメントを独自に改造して使っている。
でもこのアタッチメント、扱いが難しく熟練の職人さんしか扱えないシロモノ。使いこなせばとても美しい縫製に仕上がるが、高い技術が要求される。社長さんがそんな説明をしてくれる横で、女性の職人さんが流れるような動きでミシンを走らせてゆく。軽やかに繰り返される動きに思わず見惚れてしまうが、この軽快な布さばきも、長い経験と技術に裏打ちされているのだろう。

木村屋さんのプロ意識は、使われる「糸」一本にもあらわれている。
本品堂のハンカチ には、なんとシルクスカーフの縫製に使うものと同じ糸が使われている。ハンカチ・スカーフ用の工業用ミシン糸としては、国内でも最高級の糸だそう。現場の職人さんにその理由を尋ねると、「本品堂さんのハンカチ は、コットンの中でもすごく良い生地を使っているから、ツヤがある。生地の上質感に合わせるなら絹用の糸を使った方が良い」と話してくれた。なんて嬉しい言葉だろうか。

話はさらに続く。ミシンの糸は上下2本の糸がつかわれているが、この「上糸」と「下糸」は通常、同じ色の糸を使う。ところが、この糸色を「上糸」「下糸」で微妙に変えているというのだ。話を聞いて、ちょっと頭がくらくらしてきた。プリントされた生地の表裏では色の発色が微妙に異なるため、表面は濃く、裏面は若干薄い色合いになる。それぞれの色に合わせ、最も馴染む糸色を選んで使い分けているというのだ。
話を聞きながら、僕は感動してしまった。
こちらがあれこれと細かな指示をお願いした訳ではないのに、現場の職人さん達が、素材の質を見極め、クライアントの望むものを汲み取り、より良い製品で応えようとしてくれる。自らの技術に誇りを持って、手間を惜しまず、ただただ「良いもの」を目指してくれる。これこそ本当のプロフェッショナルの仕事だ。こんな職人さん達と一緒にモノづくりが出来ることを、本当に嬉しく、誇りに感じている。

悲しみを超えて。
伝えゆく「技と想い」
木村屋商事さんは、僕たちのモノづくりにとって、決して欠かす事のできない大切なパートナーだが、同時に、ひとつの協力工場という枠を越えた象徴的な存在でもある。
そして木村屋さんについて語る時、震災を抜きにして語ることは出来ない。
思い出したくない記憶だけれど、同時にまた、忘れてはならない出来事だからだ。
2011年。東日本大震災。
木村屋商事さんの工場は、石巻の海のすぐ近くにあった。海沿いの地区は津波に襲われ、現地と連絡がとれないまま半年以上の時間が過ぎていた。諦めの気持ちが膨らみかけた頃、工房に一本の連絡がはいった。
「工場は津波に襲われたが、従業員は避難して皆無事だった」
無事の報せに、心底安堵した。
その電話から数ヶ月後、木村屋さんは石巻の高台に工場を再建された。全国から中古の業務用ミシンを集め、以前と同じように仕事を始められた。工場再建後、はじめてお願いした製品が工房に届いたときは、思わず涙が流れそうになった。届けられたダンボールの梱包を開くと、そこには以前と変わらぬ丁寧な仕事が詰まっていた。「よかった、これでまたハンカチをお客さんに届けられる」工房でも大喜びしたのを覚えている。

ところが、後に石巻を訪れた際、木村社長夫妻から伺った震災当時の話は、僕たちが想像していたよりも遥かに過酷なものだった。
様々なものを失い、一度は廃業も考えられたこと。
それでも従業員の生活、そして長年積み重ねた技術と経験を守るため、再建を決意されたこと。
その全てをここに書く事はできないが、あまりにも大きな困難であり、理不尽な現実だった。「困難を乗り越えて、工場を再建」などと安易な美談で片付けられる話ではない。
夫妻の話を聞きながら、僕たちはただただ絶句し、心を痛めることしかできなかった。同時に、苛烈な現実に強い意志で立ち向かい、工場を再建されたお二人には、本当に尊敬の気持ちしかない。
「変わらぬ上質な仕事」は漫然とそこに存在し続けていた訳ではない。一度失われかけたところから、木村夫妻の意思によって再び積み上げられたものなのだ。

あの震災を乗り越えて、木村屋さんは今も素晴らしい縫製のハンカチを届けてくれる。
それは店頭に並べば「数あるハンカチのうちの一つ」に見えるかもしれないけれど、僕たちにとっては特別な想いが込められた一枚だ。

静岡、山形、宮城。
静岡(浜松)で織られた上質の生地が、山形(鶴岡)で美しい色にプリントされ、宮城(石巻)の地で高品質なハンカチへと縫製される。日本各地の職人の想いと技が合わせたハンカチが、震災の困難を越えた石巻から全国のお客さんの元へと旅立ってゆくその様は、僕の目には日本のものづくりを象徴する希望の姿に映る。

作り手の「想い」と「技術」が縦糸・横糸となり、一つの「もの」を形作っている。
48cm四方に、様々な物語を重ねた「ハンケチ」。
この小さな布が、あなたの暮らしを彩るひとひらとなれば、この上なく嬉しく思う。